La macchina per pressofusione a camera fredda dovrebbe avere un certo margine in termini di prestazioni, parametri, efficienza e sicurezza per garantire resa, produttività e sicurezza soddisfacenti
Articolo del prodotto
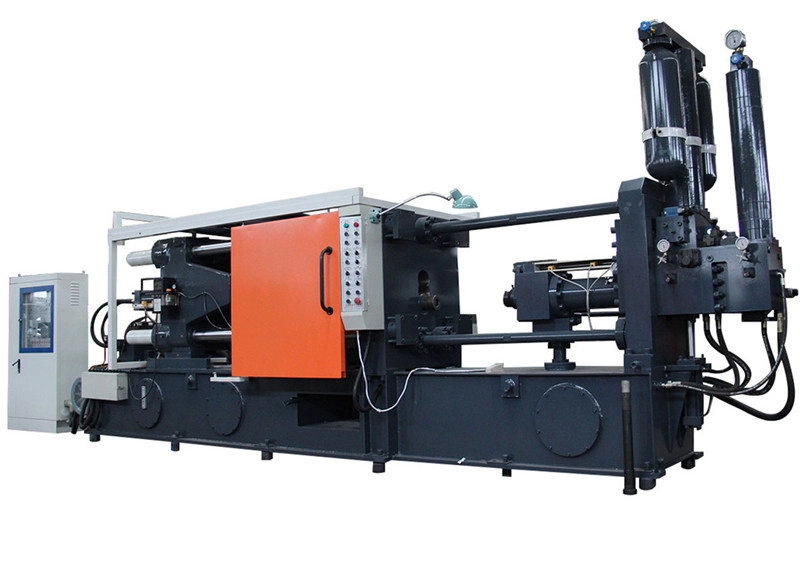
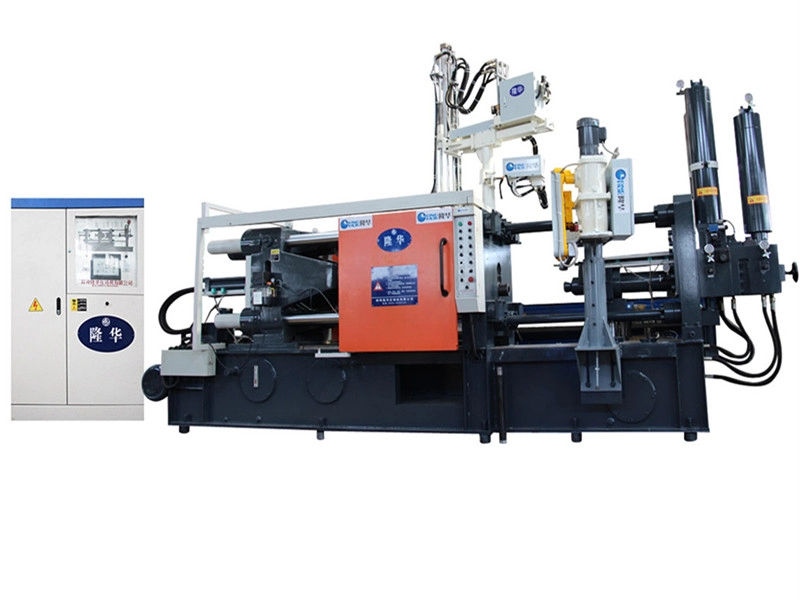
Macchine per pressofusione completamente automatiche per la produzione di getti di alluminio (LH-180T)
Macchina per pressofusione, in una certa misura, grazie ai vantaggi dell'accuratezza delle dimensioni e della levigatezza superficiale dei prodotti, generalmente nessuna lavorazione meccanica ma uso diretto o piccola quantità di lavorazione, quindi non solo migliora il tasso di utilizzo del metallo, ma riduce anche molto di apparecchiature di elaborazione e orari di lavoro. Prezzo di fusione facile; La pressofusione combinata può essere utilizzata per altri materiali metallici o non metallici. Risparmia tempo di montaggio e metallo.


SERIE LH DELLA TABELLA DEI PARAMETRI STANDARD (LH-180T)
OGGETTI | UNITÀ | SPECIFICA |
PRESSIONE IDRAULICA DI ESERCIZIO | MPA | 14 |
FORZA DI SERRAGGIO | KN | 1800 |
SPAZIO TRA I TIRANTI | MM | 480*450 |
DIAMETRO TIRANTE | MM | ¢85 |
CORSA DI APERTURA DELLA MATRICE | MM | 380 |
FORZA DI INIEZIONE (INTENSIFICARE) | KN | 270 |
DISTANZA DI LANCIO DEL PISTONE | MM | 130 |
POSIZIONE DI INIEZIONE | MM | 0 - 140 |
DIAMETRO PISTONE | MM | ¢50----¢70 |
CORSA DI INIEZIONE | MM | 350 |
PRESSIONE DI COLATA (INTENSIFICARE) | MPA | 112/78/57 |
COLATA FIANGE PROTRUSIONI | MM | 10 |
DIAMETRO FIANCO DI COLATA | MM | 110 |
AREA MASSIMA DI CASTING INFERIORE A 40MPA | CM2 | 450 |
PESO DI INIEZIONE (AL) | KG | 2.4 |
ALTEZZA MATRICE (MIN--MAX) | MM | 200~550 |
FORZA DI ESPULSIONE | KN | 110 |
CORSA DELL'ESIETTORE | MM | 80 |
CAPACITÀ MOTORE | KW | 15 |
DIMENSIONI DELLA MACCHINA (L*W*H) | M | 5.22*1.4*2.35 |
PESO DI RIFERIMENTO DELLA MACCHINA PER IL SOLLEVAMENTO | T | 6.7 |
CAPACITA' SERBATOIO OLIO | L | 600 |
PS:CI RISERVA IL DIRITTO DI APPORTARE QUALSIASI MIGLIORAMENTO TECNICO SENZA ULTERIORE PREAVVISO
La procedura di lavoro della macchina per pressofusione a camera fredda
1. Chiudere lo stampo.
2. Versare il liquido metallico nella camera a pressione manualmente o in altro modo.
3. Il punzone superiore si abbassa ad una velocità di tiro inferiore, entra nella camera della pressa e raggiunge il livello del liquido metallico appena a contatto con esso.
4. Il punzone superiore passa a una velocità di iniezione più elevata per premere verso il basso, mentre il punzone inferiore si abbassa in modo sincrono con il punzone superiore a una distanza relativa con il metallo liquido nella sezione centrale.
5. Quando il punzone corrente si sposta verso il basso verso l'orifizio dell'ugello di uscita durante il funzionamento, la parte inferiore del passaggio discendente sarà supportata, in modo che il punzone superiore e inferiore premono insieme il liquido metallico e lo spruzzano sull'orifizio dell'ugello (parte della corridore) ad alta velocità.
6. Il liquido metallico entra nella cavità dello stampo dal cancello interno attraverso la guida diritta composta da ugello, coperchio del cancello, foro fisso del cono dello stampo e deviatore.
7. Dopo il riempimento, il punzone superiore mantiene ancora una certa pressione fino a quando il liquido metallico nella cavità dello stampo non si solidifica completamente nella parte di pressofusione 1; La materozza e il liquido metallico nella camera della pressa vengono solidificati rispettivamente in materozza diritta e torta residua.
8. Sollevamento e ripristino del punzone superiore; Allo stesso tempo, il punzone inferiore si sposta verso l'alto per tagliare la torta residua che è ancora collegata al cancello rettilineo.
9. Continuare a sollevare il punzone inferiore, sollevare la torta residua fino alla sommità della camera di pressione e rimuoverla manualmente o con altri mezzi;
10. Il punzone inferiore viene reimpostato in basso per tappare l'orifizio dell'ugello.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier